
Kỹ thuật in laser – in tĩnh điện cũng là một dạng của phương pháp in không dùng bản in. Về mặt quy trình, kỹ thuật in tĩnh điện – in laser gồm có những bước như sau.
Quy trình kỹ thuật in laser – in tĩnh điện
Bước 1: Tạo hình ảnh
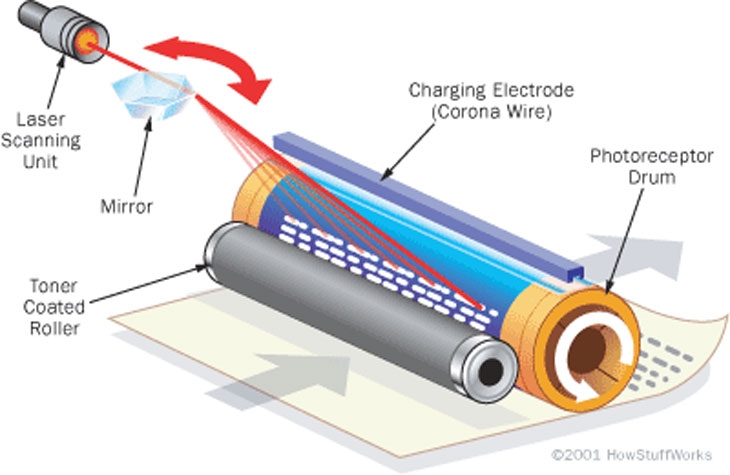
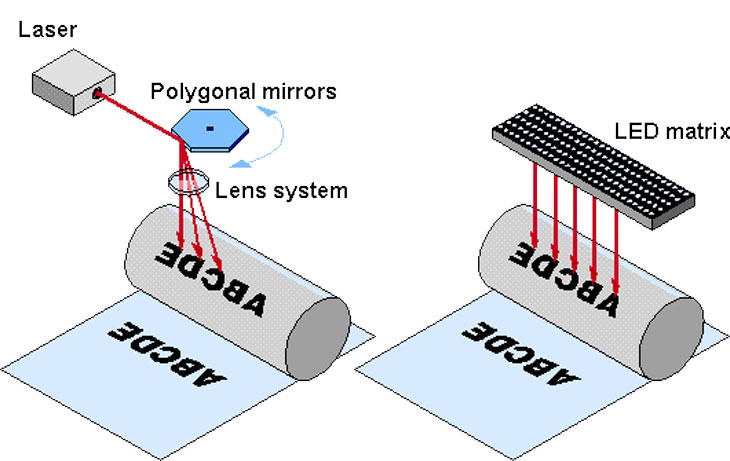
Hình ảnh cần in được chiếu lên bề mặt ống quan dẫn (bề mặt ống nhạy sáng và có tính đồng nhất) bằng laser (nguồn sáng laser được phát ra từ ống 2 cực còn gọi là LED – light-tmitting diodes). Phần tử in tương ứng với vị trí tín hiệu ánh sáng nhận được trên ống quan dẫn, nhờ tính đồng nhất của bề mặt ống quang dẫn, phần tử in (được chiếu sáng) và phần tử không in (không được chiếu sáng) tích điện trái dấu với nhau và thay đổi phù hợp với hình ảnh cần in. Vì sử dụng ánh sáng laser nên in tĩnh điện còn gọi là in Laser.
Bước 2: Nhận mực
Kỹ thuật in laser – in tĩnh điện dùng loại mực in đặc biệt, mực có thể ở dạng hạt hay dạng lỏng, thành phần của mực cũng có nhiều cấu trúc khác nhau, bao gồm pig-ment mang màu. Mực in là yếu tố cơ bản và quyết định cho việc in, ở dạng hạt nó có kích thước cỡ 8 micromet. Dựa vào tính chất điện tích trái dấu hút nhau, mực in sẽ có được tích điện trái dấu với phần tử in trên ống quang dẫn, kết quả là mực bám chắc trên phần tử in. Dĩ nhiên vùng không in sẽ đẩy mực do cùng dấu. Sau khi nhận mực trên ống quang dẫn có thể nhận thấy các hạt mực bám vào đó theo hình dạng của phần tử in.
Bước 3: Truyền hình ảnh
Các hạt mực được truyền trực tiếp xuống giấy, dù cũng có vài kiểu mực phải đi qua hệ thống trung gian theo dạng trục hoặc dây cu-roa. Nhang mực được truyền trực tiếp vào giấy từ ống quang dẫn. Tác động của nguồn điện trái dấu (corona) đặt dưới giấy tại vùng tiếp xúc tạo lực hút mực xuống bề mặt giấy, hỗ trợ áp lực tiếp xúc giữa ống quang dẫn và giấy, kết quả là các hạt mực bám vào bề mặt giấy.
Bước 4: Ổn định phần tử in
Mực bám trên giấy ở dạng hạt sẽ không chắc chắn, đơn vị ổn định phải đảm bảo mực bám chắc trên giấy theo hình ảnh cần in. Cách thông dụng là dùng nhiệt độ làm cho mực chảy ra rồi dùng áp lực từ lô ép ép mực bám vào bề mặt giấy, cách này rất hiệu qur và bộ phận này gọi là bộ phận sấy.
Bước 5: Làm sạch ống quang dẫn
Sau khi in còn một số lượng mực bám trên ống quang dẫn, để chuẩn bị cho lần in tiếp theo cần phải làm sạch bề mặt ống, cả hai cách làm sạch bằng cơ học và điện tử đều được sử dụng. Đầu tiên mực được chùi sạch bằng bàn chải mềm và vòi hút để lấy hết các hạt mực thừa, sau đó chiếu sáng đồng bộ lên mặt ống để trung hòa điện tích trên toàn bộ bề mặt ống. Ống trở lại với tính đồng nhất và tiếp tục quá trình in từ bước 1.
Theo các bước mô tả trên dễ dàng nhận thấy rằng in tĩnh điện – in laser tạo sự cố định cho vùng in mà không cần dùng bản in. Các hình ảnh khác nhau được tạo mới trên ống quan dẫn sau mỗi vòng quay. Cách thức này cũng cho phép tạo được nhiều tài liệu in hoàn chỉnh khác nhau theo mỗi vòng quay và cho từng tờ in.
Khác với phương pháp dùng bản in cố định, khi in cùng một tài liệu có số lượng nhiều, phương pháp này đòi hỏi các hình ảnh in giống nhau phải được tái lập lại liên tục sau mỗi vòng quay, theo cách mà nó nhân trước đó. Sự lập lại này có thể làm biến đổi các hình ảnh in (các tờ in không giống nhau, dù vẫn in với cùng một tài liệu). Sự thay đổi có thể là do dung sai trong việc tạo hình ảnh trên trục và các bước sau in, in tĩnh điện chưa đảm bảo được tính ổn định cao. Dù vậy kỹ thuật NIP cũng đã đạt được một số thành quả đáng kể so với kỹ thuật in dùng bản in.
Một hình thức khác, các kỹ thuật nâng cao để tạo bề mặt in hoàn chỉnh cho mỗi tài liệu in khác nhau sau mỗi lần quay, nó không cần bản in cho mỗi tờ in. Các sản phẩm có số lượng in nhỏ (như chỉ cần in 1 bản) có tính kinh tế rất cao vì đáp ứng được việc in theo từng yêu cầu cụ thể. Trong tương lai nó có thể dùng để in các tập sách nhỏ, mỏng hoặc các tờ quảng cáo, in các sản phẩm mang tính cá nhân.
Hệ thống in tĩnh điện – in laser nhiều mầu về cơ bản cũng giống nh máy in Offset tờ rời, dùng 4 màu cơ bản cyan, magenta, yellow và black, giấy in được cung cấp lần lượt từng tờ. Ống quang dẫn nhận hình ảnh từ hệ thống quang học, ánh sáng laser chiếu lên ống nhờ 1 gương tròn và kính lọc đặc biệt. Dòng laser dẫn vào bề mặt ống với tốc độ cao, trực tiếp và được điều khiển bằng dao động số. Dòng ánh sáng chiếu và tắt theo tín hiệu hình ảnh, do đó hình ảnh được lưu lại trên ống theo nguồn sáng – hệ thống này gọi là ROS (Raster Output Scanner).
Giấy được chuyển vào nhờ các dây đai và bánh xe, không dùng nhíp để giữ giấy, bề mặt của giấy được giữ nhờ lực tĩnh điện trong vùng giới hạn của các dây băng, bảo đảm cho việc chồng màu in chính xác. Dung sai cho phép cao hơn từ 2 – 4 lần so với công nghệ in Offset, cũng có thể in trên hai mặt giấy bằng hệ thống này.
Với hệ thống in này cần có hai bước để tạo sản phẩm. Đầu tiên, bài mẫu cần được Scan bằng máy Scan (hoặc kết nối dữ liệu từ các nguồn khác), sau đó dữ liệu ở dạng số cung cấp trực tiếp cho hệ thống in qua mạng. Với dạng máy copy truyền thống, các máy văn phòng chỉ cho hình ảnh 1 màu, hình ảnh copy không được số hóa, nó dùng ánh sáng phản xạ từ bài mẫu chiếu trực tiếp vào ống quang dẫn, hệ thống này nhận được thông tin dạng analog nên được quy vào copiers. Thuật ngữ In chỉ được dùng nếu thông qua công đoạn chuẩn bị và cung cấp trực tiếp cho hệ thống dưới dạng digital.
Có sự khác nhau đáng kể về tốc độ in giữa hệ thống NIP và in Offset tờ rời. Ở khổ in A3 hệ thống NIP in với tốc độ 1200 tờ/giờ thì in Offset tời rời có tốc độ 10.000 đến 15.000 tờ/giờ. Sự khác nhau về khả năng sản xuất chủ yếu là do kỹ thuật in khác nhau – mỗi tờ in đòi hỏi hình ảnh in với nội dung thay đổi so với các tờ in đều có hình ảnh giống nhau. Mặt khác tốc độ in được quyết định bởi các thiết bị phần cứng và phần mềm, thiết kế của mý, sự truyền mực và cung cấp giấy.
Để đạt được sự chính xác còn đòi hỏi các thành phần liên quan cũng cần có độ chính xác cao, như việc cung cấp giấy chẳng hạn hệ thống NIP chỉ có thể dùng cho các loại giấy nhẹ, do không có các thiết bị hỗ trợ kỹ thuật giống như các máy in truyền thống.
Các đặc điểm của in tĩnh điện – in laser
– Chất lượng in cao tuy nhiên độ sáng cảu hình ảnh không bằng các phương pháp in truyền thống.
– Có khả năng tập trung cao (độ phân giải cao) có thể in với mức độ 400dpi, tạo được nhiều giá trị tông xám.
– Vẫn có thể nhận biết và chuyền tải được khi chỉ có 1 điểm ảnh. Có khả năng phân biệt được 10 giá trị tông xám và tái hiện tương ứng trên tờ in.
– Chất lượng được lâng cao nhờ chất lượng cảu mực gồm các yếu tố: kích thước hạt, hạng hình học và cấu trúc hóa lý của nó, kích thước hạt mực từ 6 – 8 µm, rất nhỏ nên dễ làm sạch.
Chức năng chính đảm bảo cho chất lượng in tối ưu đối với phương pháp in truyền thống là sự bền vững của bề mặt bản in, đối với kỹ thuật in tĩnh điện – in laser điều kiện cần thiết là tạo hình ảnh liên tịc cho mỗi lần in.
Có thể dùng mực in lỏng cho in tĩnh điện, nó cho chất lượng in cao hơn do hạt mực rất nhỏ từ 1 – 2 µm, nhưng không phổ biến.
Khi so sánh giữa in truyền thống và NIP – chủ yếu là in tĩnh điện – in laser – cần lưu ý: Chu vi của ống quang dẫn cần đồng nhất trên toàn bộ diện tích bề mặt mang hình ảnh, trong nhiều trường hợp kích thước của nó nhỏ hơn diện tích của hình ảnh thì với mỗi tờ in nó phải quay liên tục 360O, với kỹ thuật in tĩnh điện – in laser điều này chấp nhận được.
Tìm hiểu: Kỹ thuật in lụa trên vải